
Kreesfërmeg Hartmetallklingen, déi sech mat héijer Häert, Verschleißbeständegkeet a Resistenz géint Héichtemperatur auskennen, sinn zu wichtege Verbrauchsmaterialien am industrielle Veraarbechtungsberäich ginn, mat Uwendungen déi verschidde Branchen mat héijer Nofro ofdecken. Déi folgend ass eng Analyse aus der Perspektiv vun Industrieszenarien, Veraarbechtungsufuerderungen a Virdeeler vun de Klingen:
I. Metallveraarbechtungsindustrie: Kärinstrumenter fir ze schneiden a formen
- Beräich vun der mechanescher Produktioun
Uwendungsszenarien: Dréien a Fräsen vun Autodeeler (Motorzylinderblöcke, Getriebewellen) a Maschinnenzoubehör (Lagerréng, Formkären).
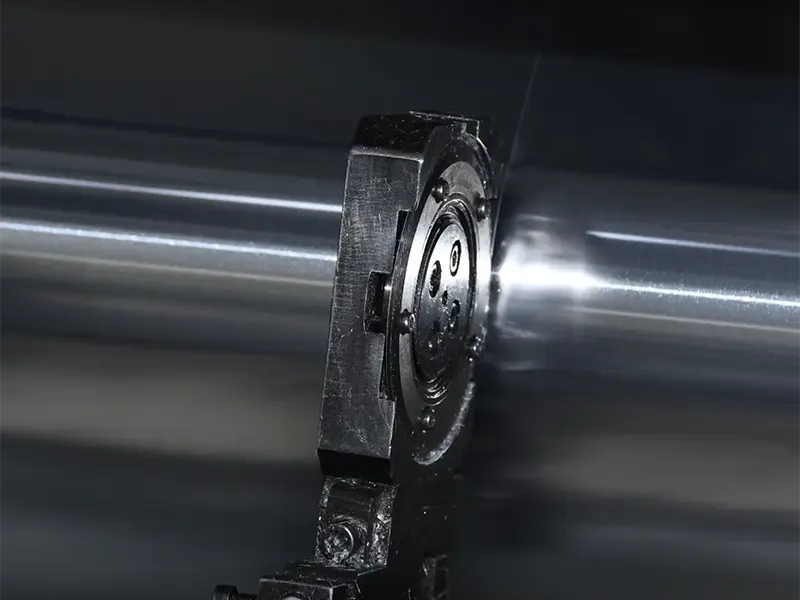
Virdeeler vun der Klingen: Kreesfërmeg Klingen aus Hartmetall (wéi z. B. CBN-beschichtete Klingen) kënnen héijen Temperaturen an Drock beim Schnëtt mat héijer Geschwindegkeet standhalen. Fir Stol (wéi z. B. 45# Stol, Legierungsstol) erreecht d'Schnëttgenauegkeet IT6 - IT7 Niveauen, an d'Uewerflächenrauheet Ra ≤ 1,6μm, wat d'Veraarbechtungsufuerderunge vu Präzisiounsdeeler erfëllt. - Loftfaartproduktioun
Typesch Uwendung: Fräsen vu Landefahrgestelle aus Titanlegierung a Rumpfrahmen aus Aluminiumlegierung.
Technesch Ufuerderungen: Déi meescht Materialien am Raumfaartberäich si Liichtlegierungen aus héijer Festigkeit. Kreesfërmeg Blieder mussen Antihaftungseigenschaften hunn (wéi z.B. TiAlN-Beschichtung), fir chemesch Reaktiounen tëscht de Blieder an de Materialien während der Veraarbechtung ze vermeiden. Gläichzäiteg kann den Design vum Kantenbogen d'Schnëttvibratiounen reduzéieren an d'Veraarbechtungsstabilitéit vun dënnwandegen Deeler garantéieren.
II. Holz- a Miwwelveraarbechtung: Standard fir effizient Schnëtt
- Miwwelproduktioun
Uwendungsszenarien: Schneiden vun Dichtbrieder a Méischichtbrieder, a Mortise- a Tenon-Veraarbechtung vu Massivholzmiwwelen.
Sägeblatt: Kreissägeblieder aus feinkärnegem Hartmetall (wéi YG6X) hunn schaarf a verschleißbeständeg Kanten. D'Schnëttgeschwindegkeet kann 100 - 200 m/s erreechen, an d'Liewensdauer vun enger eenzeger Sägeblatt ass 5 - 8 Mol méi laang wéi déi vu Sägeblieder aus Schnellstol, déi fir d'Masseproduktioun vu Brieder gëeegent sinn. - Veraarbechtung vu Parkettbuedem
Besonnesch Ufuerderungen: D'Nut-a-Fettschneiden vu laminéierte Parkettbuedem erfuerdert eng héich Schlagfestigkeit vun de Klingen. Den ëmlafend gläichméissegen Kraaftdrock vun de kreesfërmegen Klingen kann de Risiko vum Ofsplitten vun de Kanten reduzéieren. Gläichzäiteg kann d'Beschichtungstechnologie (wéi Diamantbeschichtung) d'Reibungshëtzt beim Schneiden reduzéieren an d'Verkolung vun de Plattenkanten vermeiden.

III. Steen a Baumaterialien: Léisung fir haart a brécheg Materialien
- Steenveraarbechtungsindustrie
Uwendungsszenarien: Schneiden vu Granit- a Marmerblöcke a Fasveraarbechtung vu Keramikplättercher.
Klingeneegeschafte: Kreesfërmeg Klingen mat enger WC-Co Hartmetallmatrix a Kombinatioun mat polykristalliner Diamantkompaktstaal (PDC) hunn eng Häert vun HRA90 oder méi, kënne Steng mat enger Mohs-Häert ënner 7 schneiden, an d'Schnëtteffizienz ass 30% méi héich wéi déi vun traditionelle Siliziumhartmetall-Schleifrieder. - Bauingenieurwesen
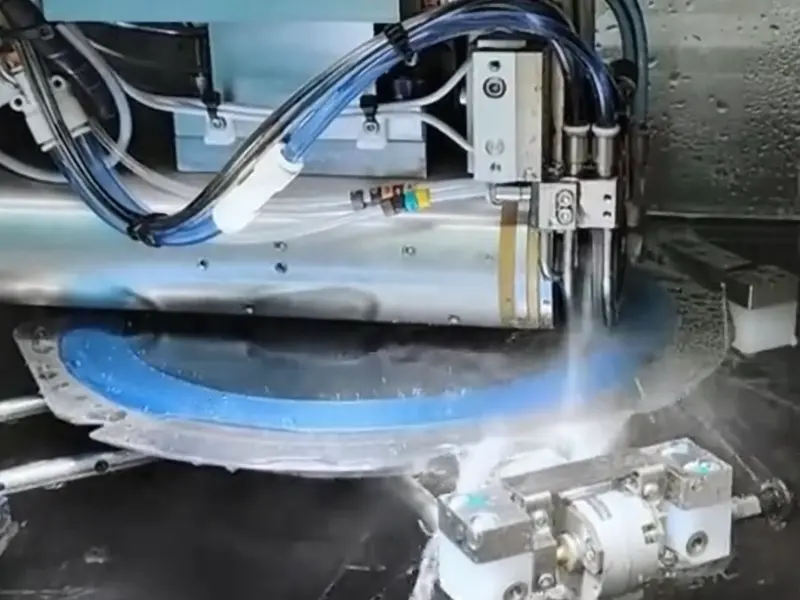
Typesche Fall: Bueren a Nuten vun prefabrizéierten Betondeeler (wéi z. B. Bréckearméierte Betonkomponenten).
Technesch Highlights: Den wassergekillte Strukturdesign vun de kreesfërmegen Blieder kann d'Schnëtthëtzt rechtzäiteg ewechhuelen, wouduerch Rëssbildung am Beton duerch héich Temperatur verhënnert gëtt. Gläichzäiteg verbessert den Design mat gezackten Kanten d'Zerquetschungsfäegkeet vu bréchege Materialien a reduzéiert d'Stëbsverschmotzung.

IV. Elektronik a Präzisiounsproduktioun: Schlëssel fir d'Veraarbechtung op Mikronniveau
- Halbleiterverpackung
Applikatiounsszenarien: Schneiden vu Siliziumwaferen an Entpanelung vu PCB-Leiterplatten.
Klingenpräzisioun: Ultradënn, kreesfërmeg Klingen aus Hartmetall (Dicke 0,1 - 0,3 mm) a Kombinatioun mat héichpräzisen Spindelen kënnen d'Spanungsquantitéit bannent 5 μm beim Schneiden vu Siliziumwaferen kontrolléieren, wat d'Veraarbechtungsufuerderunge fir Chipverpackungen op Mikrometerniveau erfëllt. Ausserdeem kann déi héich Verschleißbeständegkeet vun de Klingen d'dimensional Konsistenz beim Batchschneiden garantéieren. - Veraarbechtung vu Präzisiounsdeeler
Typesch Uwendung: Fräsen vun Auerwierkszännrad a minimalinvasiven chirurgeschen Instrumenter fir medizinesch Geräter.
Virdeel vun der Ausféierung: D'Kante vun de kreesfërmegen Deeler sinn spigelpoléiert (Rauheet Ra ≤ 0,01μm), sou datt et kee Besoin ass, d'Uewerflächen vun den Deeler no der Veraarbechtung ze schleifen. Gläichzäiteg kann déi héich Steifheet vum Hartmetall Deformatioun bei der Veraarbechtung vu klenge Stécker vermeiden.
V. Plastik- a Gummiveraarbechtung: Garantie fir effizient Formen
- Produktioun vu Plastikfolie
Applikatiounsszenarien: Schnëtt vu BOPP-Folien a Schnëtt vu Plastikblecher.
Klingendesign: Kreesfërmeg Schnëttklingen hunn en negativen Spannwénkel-Kantendesign, fir de Phänomen vum Plastik, dat un de Klingen hänke bleift, ze reduzéieren. Kombinéiert mat engem konstante Temperaturkontrollsystem kënne si schaarf Kanten bei enger Veraarbechtungstemperatur vun 150 - 200 ℃ halen, an d'Schnëttgeschwindegkeet erreecht 500 - 1000 m/min. - Veraarbechtung vu Gummiprodukter
Typesch Uwendung: Schneiden vu Pneuprofilen a Verblindung vun Dichtungen.
Technesch Virdeeler: D'Kantehärte vun de kreesfërmegen Ofblannungsklingen aus Hartmetall erreecht HRC75 - 80, wat elastesch Materialien wéi Nitrilkautschuk 50.000 - 100.000 Mol widderholl ofblanne kann, an de Kantenverschleißgrad ≤ 0,01 mm ass, wat d'dimensional Konsistenz vun de Produkter garantéiert.

Zäitpunkt vun der Verëffentlechung: 17. Juni 2025



